【所属领域】
智能制造
【痛点问题】
大型舰船、航空航天、高层建筑等国家重大工程领域中有许多高性能大型金属构件,如舰船艉轴架、运载火箭过渡端框架、高层建筑多向钢节点。高性能大型金属构件一旦失效,易引起重大工程整体结构损伤或破坏,从而导致严重事故,造成巨大经济损失,对高性能大型金属构件的综合性能提出了很高的要求。多电弧协同增材制造具有效率高、成本低的特点,小熔池冶炼与铸造,通过控制多电弧相对位置,可调控金属构件热流场与组织转变,使晶粒细化,降低应力与变形,实现高性能大型金属构件的形性一体化制造。但许多高性能大型金属构件采用电弧增材整体制造时,面临如下几方面的难题:
1.堆积效率较低,制造大型金属构件周期长;
2.成形金属构件表面精度低,加工量较大;
3.成形金属构件的晶粒粗大,各相异性明显。
【成果介绍】
本项目采用五电弧协同增材制造,提高成形构件的堆积效率;利用激光约束电弧,提高成形金属构件的表面精度,减小加工余量;构筑出融合五电弧协同增材制造、激光稳定电弧、高速摄像监测、构件成形尺寸三维测量、工艺数字化监控等功能的多电弧协同增材制造装备。
1.形成复杂空间曲面构件分区原则、切片方法与路径规划策略,建立五电弧协同增材制造高性能大型金属构件工艺方法、模型与窗口;
2.研制出多电弧协同增材制造工艺规划与系统总控软件;
3.开发了专用于高性能大型金属构件多电弧协同增材制造的专用金属丝材。
实现大型舰船艉轴架、运载火箭过渡端框架与高层建筑多向钢节点的高质量、高效率、低成本增材制造,并进行组织与性能预测。

图1 多电弧协同增材制造设备图
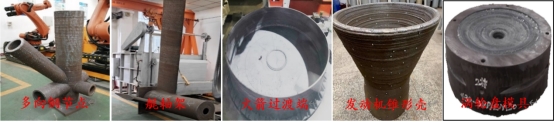
图2 多电弧协同增材制造典型产品
【技术优势】
项目成果有效解决了高性能大型金属构件采用电弧增材整体制造时,面临的堆积效率较低,制造大型金属构件周期长;成形金属构件表面精度低,加工量较大;成形金属构件的晶粒粗大,各相异性明显的难题,将目前大型金属构件电弧增材制造的效率提高到了新高度。
【技术指标】
五束电弧协同增材制造装备:
1)装备包括 CMT电源 5台、六轴机器人系统3台、激光系统、工艺数字化系统、三维测量系统、高速摄像系统与缺陷除去系统;
2)三维测量系统的测量范围在300mm以内,可测量金属构件壁厚最大尺寸不低于250mm,测量误差在±1.0mm以内;
3)可成形高度大于2m、长度大于5m、宽度大于3.5m的金属构件,变形控制在0.2mm/100mm以内;
4)堆积效率≥1800cm3/h,连续工作时间不低于360小时。
五束电弧协同增材制造工艺总体软件:
1)具有模型解析重构、子模型选择、分区切片与9轴工艺路径规划、曲面切片、G代码及机器人离线编程代码生成、多电弧协同增材制造系统控制功能与工艺数据库;
2)可实现金属构件组织、性能预测及成形质量主动控制,并显示构件材料 CCT图;
3)模型解析、拓扑重构时间低于10分钟,切片轮廓精度优于±0.1mm,单层切片时间<2s;
4)支持2000万以上三角形面片、尺寸4m以上STL模型;
5)支持任意空间曲面模型的路径规划,成形尺寸≥4000mm;
6)支持 6轴机器人+3轴龙门式床身协同控制的9轴工艺路径规划,成形效率达 1800cm3/h,全程误差≤0.5%,路径输出方式为G代码、机器人离线编程代码;
7)工艺数据库覆盖控制系统参数及工艺及材料参数,并建立典型工艺参数,加工误差范围≤0.5%。
【资质荣誉】
2017年国家重点研发计划项目。
【技术成熟度】
已有样品/样机。
【应用场景】
市场当前已局部应用。
【市场前景】
国家重大工程领域中高性能大型金属构件的制造,如大型舰船艉轴架、航空航天领域运载火箭过渡端框架、高层建筑多向钢节点等,具有广泛的应用前景。
【知识产权】
本成果已申请8项中国发明专利。
【合作方式】
专利转让
【联系方式】

CG23009