【所属领域】
能源环保
【痛点问题】
当前柔性制造产线存在的技术难点:
l 设备信息孤岛问题:柔性制造产线涉及到机床、机器人、传感器、装卸站、料库等多种设备,设备通信协议不统一,要做到产线数据采集需要花费大量的接口开发时间;
l 多工站协同效率问题:柔性制造产线是多个工作站之间协同工作,怎样让工作展之间协作与协调,确保整体生产效率最大且各工作站高度协同,提供设备的利用率,对产线总控系统的排产调度能力提出较高要求;
l 可靠性及安全性问题:产线生产过程中,在机床故障,生产被迫停止,工单怎么执行?机床刀具寿命到期无法生产怎么预防?人员闯入工作区如何处理?各种安全问题和突发状况对产线总控系统的容错能力提出要求;
l 平台化软件集成:目前产线配套总控系统根据产线生产的设备组成、产品组成、工艺流程等,有大量的定制开发工作,造成交付周期长、开发成本高、调试周期长。这些问题需要将智能产线总控系统软件做成平台化软件,减少开发投入及调试周期。
【解决方案】
智能产线总控系统(简称iPLCS)是面向智能制造生产线的管控平台。系统针对多品种、少批量的混流加工模式的柔性生产线,实现从生产建模、工单下发、排产调度、物料配送、数控加工、刀具调度、程序下发、质量管控、生产过程可视化的全过程管控。支持由机床、清洗站、检测站、打标站、装载台、线边库、刀具库、物流等多模块组成的加工产线的生产管控。

图1 业务架构
iPLCS系统是基于微服务架构的分布式控制系统,可为产线提供产线控制服务、产线大看板、产线装卸站等终端;iPLCS采用B/S架构,可提供产线边、计划室、工艺室、管理办公室等多端访问,方便管理人员、工艺人员、操作员进行协同管理;iPLCS系统可作为独立产线管理系统,提供产品生产所需要的所有数据,独立完成产线的信息化管理和生产管控,也可与ERP、PLM等集成,接受ERP和PLM的生产计划和工艺数据。
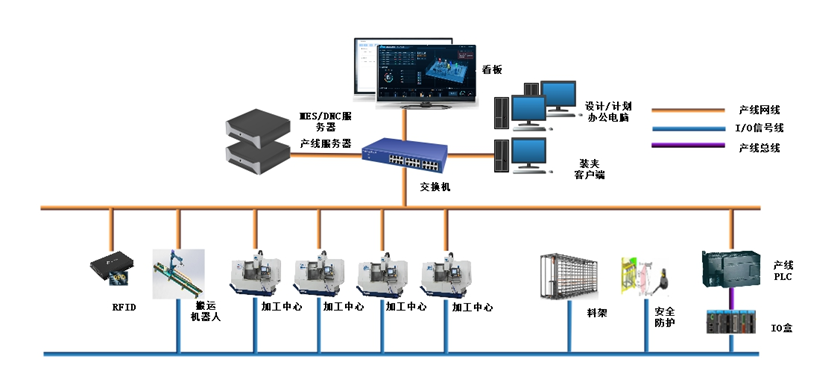
图2 产线拓扑图
系统建模功能:包括工艺建模、产线建模、产品管理、用户权限管理等功能,可在产线边建立产线的基础产线模型和工艺模型,也可以从PLM、ERP等系统导入模型数据。
工单排程功能:包括工单管理、智能排程、工单跟踪等功能,可在系统内建立生产工单后者从ERP等系统导入生产工单,进行产线生产排程、生产执行、生产情况跟踪。
提供生产管理功能:包括任务管理、质量管理、异常管理、设备调度、刀具调度、线边库调度等,可解析工单排程下发的生产任务,完成产线各个设备的协同调度,完成生产任务。
数据可视化功能:包括首页看板、生产进度看板、产量统计、设备监控、日志记录等功能,可以从产线、产品、设备等多个维度提供数据可视化支持。
智能产线总控系统核心功能介绍:
1. 自动化控制流程:从计划排程、过程控制、数据可视化、计划交付的一站式自动化解决方案。

图3 自动化控制流程
2. 产线建模:对产品、物料、人员、设备进行建模,搭建产线设备、托盘、工装、刀具等物理模型,搭建产线生产组织模型。
l 资源类模型:建立机床、托盘、工装、机器人等基础资源模型。
l 建立单元模型:支持单元与设备之间的组织建模。
l 建立产线模型:支持产线、单元、设备之间的组织建模。
l 产品建模:包括产品BOM、编码、模型数据。
l 线边库建模:包括库位、托盘、工装等数据。
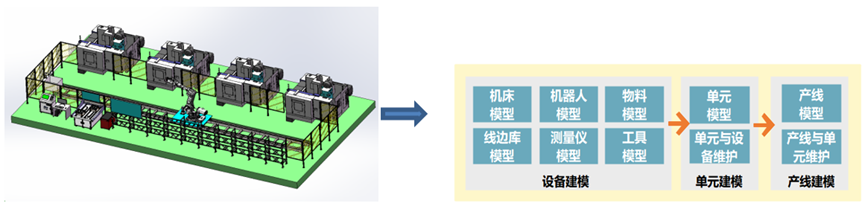
图4 产线建模
3. 工艺建模:建立工艺模型,产品及产品在产线生产过程中关联的的工艺路线、工艺文件、质量要求。
l 支持从CAPP、DNC等系统获取工艺数据,支持工艺包自动解析。
l 工艺路线可分解为多道工序,将工序用指令来抽象描述。
l 工艺模板,可基于模板快速创建新的工艺路线。
l 工艺参数设置,可关联的设备、托盘、工装、物料、刀具、作业指导、加工程序、质检要求等参数。
l 支持产品与工艺路线一对多管理。

图5 工艺建模
4. 工单排程:导入或者创建生产工单,提供工单信息维护、生产齐套检查、工单排程、排程结果展示及工单跟踪功能。
l 能根据接收MES/ERP等外部系统下发生产工单信息;
l 能建立和维护产线生产工单,包括铲平、工艺路线、数量、优先级、开始时间、需求时间等。
l 生产准备,根据工单产品生产的人机料法环等各方面的准备情况,检查和确认工艺文件、物料齐套、设备、工装、刀具等情况,在缺乏支持时可给出提示。
l 能根据工单、工单优先级、需求时间、工艺路线、工时、设备状态、设备维护计划、物料数量、产线资源情况进行综合排产。
l 排产调整,能够人工修改、调整、维护排产计划。
l 工单跟踪,能够实时展示和更新工单信息,包括工单信息、实时状态、计划数量、生产数量、完工数量。

图6 工单排程
5. 调度执行:实现指令分发与监控功能,对工单模块排产拆分生成的工步指令进行进一步的资源校验与指令级排产,自动将指令分配至不同的控制器执行相应的动作。
l 能够解析排产生成的指令,结合指令执行所需要的资源及当前资源状态情况,能根据指令和指令资源,生成实例化的指令,并将执行下发致设备控制系统;
l 能解析加工指令并驱动机床加工,并检测任务完成;能解析搬运指令并PLC控制机器人进行搬运,并检测任务完成;能够解析出入库任务,计算出入库位置信息,并检测任务完成;能解析装夹任务,并检测装夹完成;能够解析装刀、上刀、下刀等指令,并通知桁架或者人员进行操作,并检测任务完成;
l 能解析程序和工艺参数下达任务,并将程序和工艺文件下发致目标设备,并检测任务完成;
l 能够解析质量提取任务,并通知检测控制器提取质量报告,并检测任务完成;
l 指令监控,在检测到指令执行遇到的异常,比如设备报警、传感器异常时将异常状态反馈致排产系统;
l 指令重排,在检测到指令执行遇到的异常时,能够根据异常指令及当前资源状态进行指令重排;
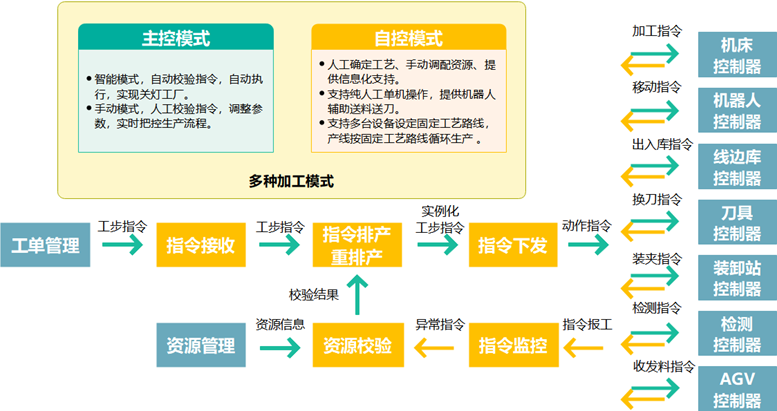
图6 调度执行
6. 全闭环质量管控:支持机内自动检测、机外自动检测、人工检等多种质量过程控制;支持检验要求配置;支持检验流程自动执行及检验结果自动获取;支持质检报告查看及质量数据分析。
l 配置不同产品类型的质量标准。
l 支持检验数据自动采集。
l 支持检验数据手动填报。
l 检测结果判定并反馈,执行产品合格或者不合格流程。
l 支持检验结果记录、质量报告查询、质量数据分析。
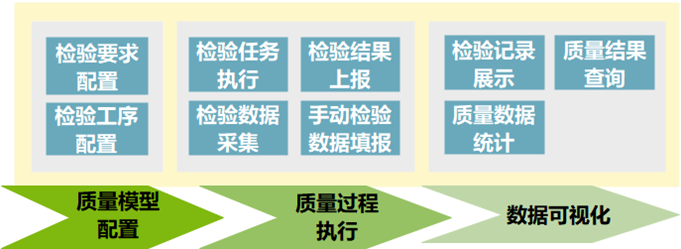
图7 全闭环质量管控
7. 设备管理:管理产线设备,提供设备台账管理及点检保养功能。
l 设备台账管理,建立产线设备台账信息。
l 点检保养项目管理,录入可点检保养的项目信息。
l 配置点检保养计划,配置保养期限。
l 点检保养计划执行与数据录入。
l 设备维修信息管理。
l 保养信息查询,维修记录查询。
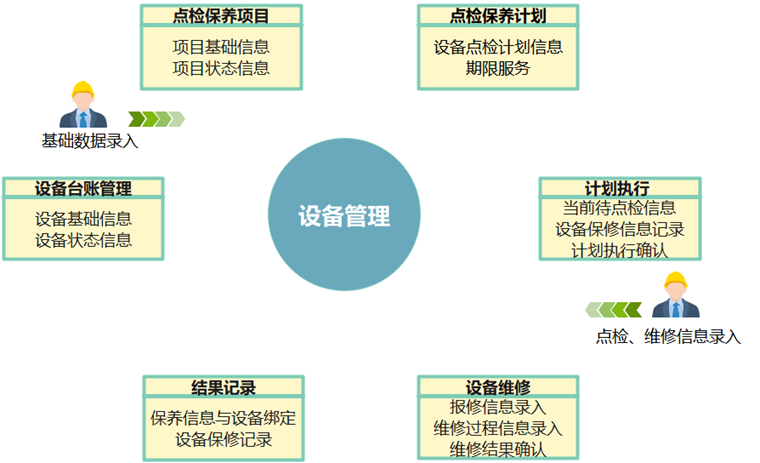
图8 设备管理
8. 线边库管理:提供产线边线边库管理,包括线边库建模、托盘夹具建模、托盘出入库管理及线边库信息管理。
l 支持料架建模,支持料架、库位信息配置。
l 支持托盘、夹具创建,支持托盘与夹具关系绑定与解绑,支持一对多关系配置。
l 支持库位手动盘点。
l 支持托盘入库、出库操作。
l 支持出入库信息记录。
l 支持库位信息实时更新及可视化监控

图9 线边库管理
9. 刀具管理:针对包含中央刀具库、刀具机械手的柔性化生产制造线,刀库管理模块的信息管理与调度能有效的提高产线换刀效率。
l 刀具位置实时跟踪动态展示。
l 刀具寿命自动获取与更新。
l 刀具信息图形化配置界面。
l 刀具加工参数自动、手动写入机床。
l 刀具自动以及手动出入库。
l 机床加工中自动换刀,实时调配可用刀具。
l 寿命不足刀具自动锁定。

图10 刀具管理
10. 数据互联互通:通过NC-Link协议接入车间各种设备,融合工业大数据采集、传输、存储、分析等,为生产可视化提供设备实时数据、历史数据、生产数据等多维数据。
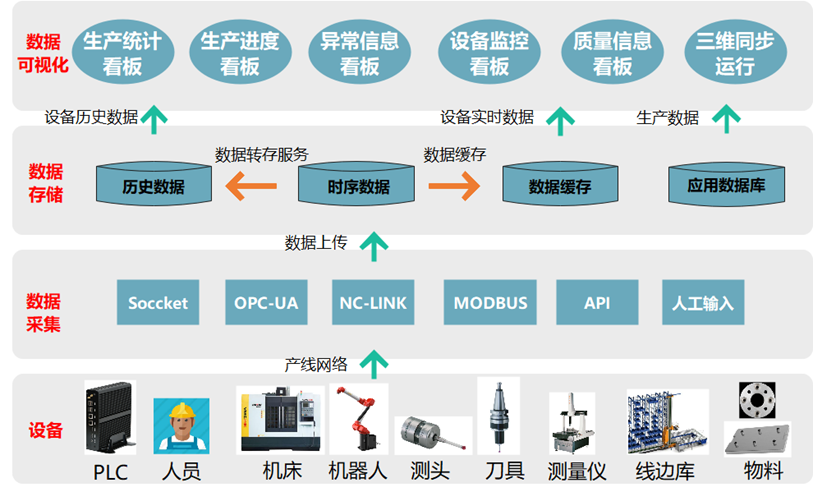
图11 数据互联互通
11. 数据可视化:生产可视化提供生产进度、异常消息、设备监控、生产统计、三维同步运行等看板。支持在车间管理端、产线操作端、Web、移动端、大屏等多种可视化方式。
【技术指标】
表 1 总控系统功能模块表
版本 |
功能 |
说明 |
标准版 功能 |
权限管理 |
管理系统角色和权限 |
资源管理 |
管理单元资源类型和资源 |
产线配置 |
配置单元产线设备组成、单元组成 |
工艺管理 |
配置单元工步、工序及工艺路线 |
产品管理 |
用于配置产线可加工的产品 |
工单管理 |
用于建立工单、调整工单、工单排产及工单跟踪 |
质量管理 |
用于产品质量建模、检测结果记录及分析 |
料站管理 |
用于物料、托盘、夹具管理 |
日志管理 |
用于产看系统操作日志、异常消息 |
文件管理 |
用于配置加工程序、工艺文件等 |
设备监控 |
用于监控设备当前状态及查看设备统计数据 |
统计分析 |
用于产看工单、工件、设备OEE等报表 |
可定制 功能 |
总控大屏监控 |
综合看板,可根据用户需求定制 |
同步仿真 |
实时在线仿真,可与仿真集成 |
MES、DNC集成 |
与客户现场MES、DNC或者其他系统集成,可根据用户需求定制 |
【竞争优势】
①关灯加工生产模式:具有生产线的物料与刀具缓存库管理,对物料与刀具的RFID识别,刀具的全生命周期跟踪管理,刀具的寿命管理,生产线与数控机床的物料和刀具的自动化管理与配送,数控机床的加工G代码程序、G54坐标和数控机床的刀具表和刀补参数的自动下达,达到加工过程的无人化管控加工生产;
②混流并行柔性化加工生产管控能力:具有多任务混流并行加工能力,适合各种加工工艺,多品种、变批量的混流加工要求,既适合加工多品种小批量的产品、也适合加工少品种多批量的产品
③具有生产过程故障的容错并联管控功能:生产线上的数控机床具有联线和脱线加工的能力,数控机床在故障状态或单机打样加工状态(人工控制)下,数控机床自动脱线,生产线管控系统暂停对其排产(生产线管控系统依旧保持数据采集和监控)加工规划;数控机床连线后,生产线管控系统恢复排产加工规划;
④智能排产调度功能:根据生产计划的要求和设备资源的状况,自动实时动态安排加工生产计划和加工生产过程管控;
⑤生产线的自动化生产管理功能:生产线自动化控制及管理、生产线设备的可视化监控管理、数控机床的控制及可视化监控管理;
⑥生产线的智能化功能:基于大数据的数控系统指令域示波器及数控加工的可视化工具、加工工艺优化功能、断刀检测功能、设备健康监控保障功能、刀具寿命管理功能、多种传感器的接口和信息处理及应用功能;
【技术成熟度】
可量产。
【产业化应用】
中国柔性制造系统的市场规模超过1000亿元,配套柔性生产线的控制软件系统应用市场巨大,本产品可用于柔性加工生产线的生产管控,可广泛应用于航空航天制造、3C制造、汽车零部件制造等行业。
应用案例
表2 典型应用案例
序号 |
项目名称 |
应用效果 |
1 |
航天精密壳体及复杂筒段制造关键成套国产装备研发与应用 |
四台加工中心,配置一台双爪物料机械手,一台桁架刀具机器人,一个立体料库,一个中央刀库 |
2 |
C8转向节制造生产线 |
八台加工中心,配置一台长导轨机器人、上料站、下料站、扫码、检测工站 |
3 |
高档数控机床在梁框肋等典型飞机结构件制造领域的综合示范应用 |
四台加工中心,配置一台单爪物料机械手,一台桁架刀具机器人,一个立体料库,一个中央刀库 |
4 |
5G小单元标准化项目 |
配套柔性加工单元,实现料站与3台机床之间的柔性加工调度 |
知识产权
该成果已申请/授权多项中国发明专利。
合作方式
专利许可、专利转让、作价入股、技术开发、面谈等。
【团队介绍】
国家智能设计与数控技术创新中心(简称“国智中心”)以科技部“国家数控系统工程技术研究中心”和“国家企业信息化应用支撑软件工程技术研究中心(武汉)”为基础建设,于2022年1月获得国家科技部批复,由国家科技部和湖北省人民政府授牌。
国智中心定位从科学到技术的转化,坚持面向世界科技前沿、面向国家重大需求、面向国民经济主战场、面向人民生命健康,以突破关键核心技术、解决“卡脖子”问题为核心,聚焦智能系统设计工业软件、高端数控系统和智能制造系统工业软件三大方向,开展工业基础软件和高端数控系统的研究,研发智能系统设计和数控中的引擎、平台和系统,“以研发为使命,以技术为产品”,与深度融合的国内高技术企业共同推动技术产品化,形成核心技术、产品和生态。
国智中心坚持“对标追赶,创新超越”路线,对标MATLAB、西门子、海德汉等国际领先产品,自主研发了科学计算与工程建模设计系统、高档数控系统、生产系统建模仿真软件、PLM软件、等几何拓扑优化引擎、生产调度优化引擎、几何约束引擎、远程运维系统等系列核心技术成果,在航天、航空、能源、车辆、船舶、通讯、工程机械等重点行业的骨干企业得到广泛应用。为数字化工厂、数字化车间、数字化产线、数字化装备和智能化应用,提供了国产替代、自主可控、安全可信的数字化工厂解决方案。
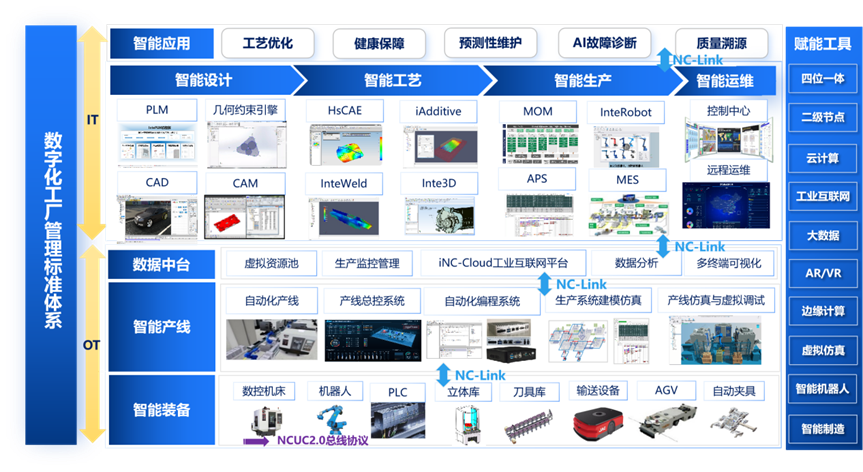
国智中心数字化工厂体系架构
【联系方式】

CG25006